Zakázkové služby prototypování plechů Tinheo nabízejí rychlé a cenově výhodné řešení pro vaše projekty. Služby včetně ohýbání, děrování, řezání kovu standardní šířky pro prototypy a malé objemy výroby. Výroba plechů vyrábí odolné kovové díly pro konečné použití se širokým výběrem materiálů a povrchových úprav, které splňují vaše specifikace, pro různá odvětví, jako jsou: Automobilový průmysl, Lékařská zařízení, Letecký průmysl, elektronika, energetika a robotika.
Výhody výroby plechu
1. Výběr materiálu
Hliník + , měď, nerezová ocel + , ocel a zinek
2. Možnosti dokončení
Tryskání korálků, eloxování, pokovování, práškové lakování a zakázkové povrchové úpravy
3. Možnosti tloušťky
Různé dostupné měřidla
4. Trvanlivost
Výroba plechů produkuje odolné díly pro prototypování nebo konečné použití
5. Škálovatelnost
Nízké náklady na nastavení znamenají nízké ceny pro velké objemy
6. Obrat
Díly dodané za pouhých 5-10 dní
Běžné aplikace na plechy
Spotřebiče
Panely karoserie
Závorky
Podvozek
Dveře
Kryty
Trupy
Kuchyňské vybavení
Kancelářská technika

Co je to výroba plechu?
Výroba plechu je soubor výrobních procesů používaných k přeměně polotovaru plechu na funkční díly. Plech má obvykle tloušťku mezi 0,006 a 0,25 palce (0,015 až 0,635 centimetru).
Existuje několik procesů, které spadají pod „výrobu plechu“. Patří mezi ně řezání, ohýbání a děrování a lze je použít buď v tandemu, nebo jednotlivě.
Zpracování plechu může být použito k vytvoření buď funkčních prototypů, nebo dílů pro konečné použití, ale plechové díly pro konečné použití obvykle vyžadují dokončovací proces, než jsou připraveny na trh.
Nejen, že budete těžit z naší výjimečné pozornosti věnované detailům, ale také poskytujeme kompletní sadu dokončovacích služeb, abychom váš díl dostali do předváděcí kvality. Zjistěte více o tom, co pro vás může udělat naše služba vakuového lití.

Jak probíhá výroba plechů?
Protože tenké plechy jsou poddajnější než tlustý obrobek, lze s nimi manipulovat pomocí různých procesů.
Tyto procesy spadají do tří obecných kategorií:
Odběr materiálu
Ve kterém se plech stříhá různými způsoby
Deformace materiálu
Ve kterém je plech ohýbán nebo tvarován
Montáž materiálu
Ve kterém je plech spojen s dalšími součástmi
Procesy výroby plechu, které nabízíme
1. Odstraňování materiálu
Výroba plechů využívá procesy odstraňování materiálu k odstranění, řezání a propichování kovového polotovaru.

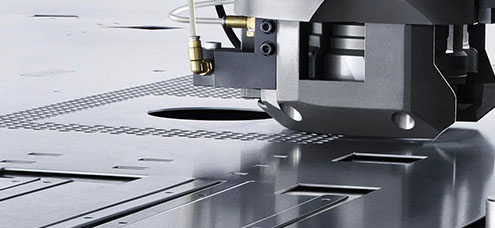
ŘEZÁNÍ LASEREM
Řezání laserem využívá laser k řezání plechového dílu. Vysoce výkonný laser je nasměrován na arch a zesílen čočkou nebo zrcadlem na koncentrované místo. Při specifické aplikaci výroby plechu se ohnisková vzdálenost laseru pohybuje mezi 1,5 až 3 palci (38 až 76 milimetrů) a velikost laserové skvrny měří v průměru kolem 0,001 palce (0,025 mm).
Přesnost součástí lepší než 0,002 palce (0,05 mm)
Šířka řezu 0,006 palce (0,15 mm) až 0,015 palce (0,38 mm)
Materiálová všestrannost
Řezání laserem je přesnější a energeticky účinnější než některé jiné řezací procesy, ale nemůže proříznout všechny druhy plechů ani ty nejvyšší rozměry
ŘEZÁNÍ VODNÍM PROUDEM

Přesnost součástí lepší než 0,002 palce (0,05 mm)
Šířka řezu 0,006 palce (0,15 mm) až 0,015 palce (0,38 mm)
Materiálová všestrannost
Řezačka vodním paprskem využívá k pronikání plechu vysokotlaký proud vody. Pokud není kov obzvláště tenký, voda se smísí s abrazivní látkou, aby se prořízl pevný materiál.
Protože řezání vodním paprskem nevydává teplo jako řezání laserem nebo plazmou, je tento proces zvláště užitečný pro kovy, které mají nízký bod tání a mohly by se jinak deformovat. Při řezání vodním paprskem neexistuje žádná tepelně ovlivněná zóna (HAZ) a kovy lze řezat beze změny jejich vnitřních vlastností.
PLAZMOVÉ ŘEZÁNÍ

Přesnost součástí lepší než 0,008 palce (0,2 mm))
Vysoká řezná rychlost, např. 200 palců (5,08 metru) 16-gauge měkké oceli za minutu
Materiálová všestrannost
Plazmové tryskání využívá k proříznutí plechu proud horké plazmy. Proces, který zahrnuje vytvoření elektrického kanálu přehřátého ionizovaného plynu, je rychlý a má relativně nízké náklady na nastavení.
Tlustý plech (až 0,25 palce) je ideální pro proces řezání plazmou, protože počítačem řízené plazmové řezačky jsou výkonnější než řezačky laserem nebo vodním paprskem. Ve skutečnosti mnoho plazmových řezacích strojů dokáže řezat obrobky o tloušťce až 6 palců (150 mm). Tento proces je však méně přesný než řezání laserem nebo řezání vodním paprskem.
DĚROVÁNÍ
Když je třeba plech prorazit otvory, určený děrovací stroj je obecně účinnější než výše uvedené způsoby řezání. Děrování zahrnuje vložení listu mezi razidlo a matrici; když se razník zasune do matrice, vytlačí v plechu díru. Tento proces lze také použít k vytvoření nepravidelných tvarů vytvořením několika malých razníků v sérii.
2. Deformace materiálu
S plechem lze kromě řezání manipulovat i jinými způsoby. Lze jej například ohýbat do různých tvarů pomocí speciálních strojů.
OHÝBÁNÍ
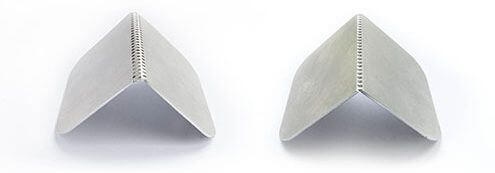
Ohýbání plechu se používá k vytváření ohybů ve tvaru V, U a kanálku pomocí stroje zvaného brzda. Většina brzd dokáže ohnout plech do úhlu až 120 stupňů, ale maximální ohybová síla závisí na faktorech, jako je tloušťka kovu a pevnost v tahu.
Obecně platí, že plech musí být zpočátku příliš ohnut, protože částečně vyskočí zpět do původní polohy.
LISOVÁNÍ

Lisování je další deformační proces používaný k formování plechu do požadovaného tvaru. Tento proces využívá lisovací nástroj – buď mechanický nebo hydraulický – k lisování plechu do jeho nové podoby.
Lisování se používá na studený plech, ale tření způsobené matricí způsobuje zahřátí kovu na vysoké teploty. Jednotlivé procesy ražení zahrnují, ale nejsou omezeny na.
Coining, při kterém se na plechový díl nalisuje vzor
Curling, při kterém se plech deformuje do trubkovitého tvaru
Lemování, při kterém je plech složen na sebe pro extra tloušťku
Žehlení, při kterém se zmenšuje tloušťka plechového dílu
PŘEDENÍ

Předení plechu je proces deformace — koncepčně podobný předení keramiky — který se používá k vytváření dutých dílů se zaoblenými prvky.
Proces spřádání spočívá v ručním nebo mechanickém otáčení plechového polotovaru na soustruhu a jeho přitlačení k nástroji, čímž se vytvoří vnitřní tvar součásti. Spinning lze použít k vytvoření tvarů, jako jsou polokoule, kužely a válce.
3. Montáž materiálu
Kusy plechu, které byly nařezány nebo ohnuty, lze spojit dohromady a vytvořit tak kompletní plechové díly. Tyto díly lze také spojovat se součástmi, které nejsou vyrobeny z plechu.
SHROMÁŽDĚNÍ

Výrobek může být navržen tak, že několik plechových dílů lze spojovat spoji, šrouby nebo jinými běžnými způsoby.
To obvykle přichází poté, co díly prošly požadovanými dokončovacími procesy.
SVAŘOVÁNÍ
Plechové díly je někdy potřeba spojovat dohromady pomocí procesu svařování, který spojuje součásti dohromady teplem.
Plechové materiály jako hliník a nerezová ocel mají vysokou svařitelnost.